
Stainless Steel Processing
Stainless steel coil processing lines represent the cornerstone of modern metal fabrication infrastructure, enabling the transformation of wide master coils into precisely dimensioned strips that serve as feedstock for countless industrial applications. As a critical value added service in the metals supply chain, coil processing particularly slitting and cut-to-length operations, directly influences downstream manufacturing efficiency, material utilization rates, and final product quality. This article provides a comprehensive technical examination of stainless steel coil processing lines, encompassing equipment architecture, process flow, critical control parameters, and performance characteristics.
Definition and Scope of Stainless Steel Coil Processing
Stainless steel coil processing, commonly referred to as slitting or strip processing, is a precision metal cutting operation that converts wide stainless steel master coils into narrower strips of specific widths with tight dimensional tolerances. The process involves feeding a large master coil through a coordinated system of specialized machinery that performs sequential operations including uncoiling, leveling, precision slitting, tension control, and recoiling.
The importance of this processing step cannot be overstated: the precision achieved during slitting directly impacts downstream performance in roll forming, stamping, deep drawing, and hydroforming operations, helping to reduce scrap, increase efficiency, and improve overall product quality.
Core Equipment Architecture
A modern stainless steel coil processing line integrates mechanical, electrical, hydraulic, and pneumatic systems into a coordinated production platform. The following represents the typical equipment configuration employed in contemporary slitting lines:
1.Coil Loading and Uncoiling Section
Coil Car (Upender/Feeder): The process commences with a coil car that transports the master coil from storage to the uncoiler. This unit centralizes the coil with the uncoiler mandrel and facilitates precise mounting.
Uncoiler (Pay-off Reel): The uncoiler serves as the initial material handling station, supporting and rotating the master coil to feed strip into the processing line. Modern uncoilers feature expandable mandrels with chrome-plated, wedge-type arc plates designed to minimize damage to the coil’s inner layers. Key specifications include coil inner diameters typically ranging from 508 mm to 610 mm, with constant back tension maintained through AC servo motor drives.
Snubber Roll and Peeler: The snubber roll rotates the coil while a peeler breaks the retaining straps and guides the strip end toward the pinch roll assembly.
2.Leveling and Flattening Section
Pinch Roll and Flattener: Following initial feeding, the strip passes through a pinch roll that drives the coil end forward, followed by a motorized flattener/leveler. This unit performs essential shape correction, improving coil flatness while minimizing residual stress.
Looping Pit: An elevator-type threading table creates a controlled loop in the material, allowing the system to accommodate speed variations between sections while stabilizing material feed.
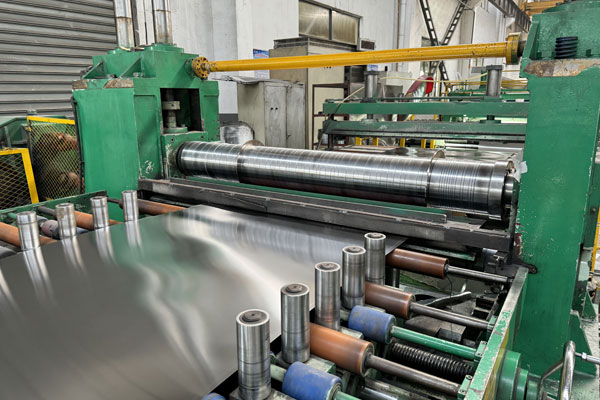
3. Slitting Section
Slitter Head: The heart of the processing line, the slitter head houses precision rotary knives mounted on arbors. These hardened, precision-ground knives are essential for producing clean, accurate cuts. Multiple slitter units are often employed to minimize changeover time, with dual eccentric adjustment systems ensuring optimal cut quality.
Spacers: Positioned between knives on the arbors, spacers maintain exact gaps to achieve tight width tolerances.
Scrap Rewinder: Edge trim generated during slitting is collected by a vertical-type scrap rewinder featuring an automatic dump cycle and powered conveyor for efficient scrap removal.
4. Tension Control and Strip Separation Section
Tension Unit: A driven belt bridle system ensures smooth recoiling by maintaining consistent strip tension throughout the process. Tension control is critical for protecting surface finishes and reducing scrap.
Deflector Roll: Adjustable height settings on the deflector roll provide optimal strip angle for recoiling.
5. Recoiling Section
Recoiler: Finished strips are wound into smaller coils for handling, transport, or downstream processing. The recoiler employs AC servo motor control with constant tension capabilities, producing uniform finished coils with coil inner diameters matching the uncoiler specifications.
Standard Process Flow
The operational sequence of a stainless steel slitting line follows a structured workflow designed to maximize efficiency while maintaining quality:
Coil Preparation: The master coil is loaded onto the uncoiler via the coil car and threaded into the system.
Uncoiling and Feeding: The uncoiler rotates to feed strip through the pinch roll and into the leveling section.
Leveling and Tension Stabilization: The flattener corrects shape irregularities while looping pits or leveling systems stabilize the material and regulate feed.
Precision Slitting: Rotary knives within the slitter head cut the coil into specified strip widths with high dimensional accuracy.
Strip Alignment and Tension Control: Tension units maintain proper strip spacing and material integrity.
Recoiling: Finished strips are wound into smaller, uniform coils.
Each stage must remain synchronized to maintain strip quality, particularly in high speed production environments where even minor variations can affect downstream performance.
Technical Specifications and Performance Parameters
Stainless steel coil processing lines are engineered to accommodate a wide range of material specifications and production requirements:
Material Capabilities
Material Types: Stainless steel, cold rolled steel, hot rolled steel, aluminum, coated metals, and surface treated variants
Strip Thickness: Ranges from 0.08 mm to 16.0 mm depending on line configuration
Strip Width: Up to 2,800 mm maximum width capability
Coil Weight: Up to 40,000 kg per master coil
Performance Metrics
Production Speed: Up to 600 m/min for slitting operations
Slitting Accuracy: Dimensional tolerances of ≤ ±0.05 mm achievable
Strip Count: Capable of producing up to 50 individual strips from a single master coil
Critical Technical Considerations
Tension Control
Accurate tension management represents one of the most critical factors in successful coil processing. Proper tension control protects surface finishes, reduces scrap, and ensures dimensional stability. Modern slitting lines employ sophisticated AC servo motor drive systems with constant tension feedback to maintain repeatable tolerances even under high-speed production conditions.
Knife Selection and Maintenance
Blade material, sharpness, and alignment directly impact slit edge quality and dimensional consistency. Any vibration or imbalance in the arbor assembly can lead to poor edge conditions or dimensional variation. Regular inspection and maintenance of cutting tools are therefore essential for sustained quality performance.
Surface Protection
Stainless steel surfaces are susceptible to scratching and marring during processing. Modern lines incorporate features such as belt bridle tension systems that prevent surface marking, as well as adjustable deflector rolls that maintain optimal strip angles to minimize contact damage.
Process Integration
Contemporary slitting lines operate as fully integrated systems where mechanical, electrical, hydraulic, and pneumatic subsystems must function in coordinated harmony. This integration enables real-time quality monitoring and rapid response to process variations.
Industrial Applications
Stainless steel coil processing lines serve a diverse range of industries, including:
Automotive Manufacturing: Precision strips for stamped components, structural parts, and exhaust systems
HVAC Fabrication: Ductwork, fittings, and heat exchanger components
Construction: Architectural cladding, roofing, and structural elements
Appliance Production: Interior and exterior panels for household appliances
Steel Service Centers: Value-added processing for distribution networks
Precision strip production allows downstream processes to operate smoothly, improving workflow reliability across the facility.
Conclusion
The stainless steel coil processing line represents a sophisticated integration of mechanical engineering, control systems, and materials science. From the initial loading of master coils through precision slitting and final recoiling, each stage of the process demands careful attention to equipment setup, tension management, and quality control. As manufacturing requirements continue to evolve toward tighter tolerances and higher throughput, the role of advanced coil processing equipment becomes increasingly critical to industrial competitiveness. For manufacturers and service centers seeking to optimize their metal processing capabilities, understanding the technical fundamentals of stainless steel coil processing lines is essential for informed equipment selection and operational excellence.
FAQ :
Tension control is one of the most critical factors in successful coil processing. If tension is not properly managed, material defects become prevalent excessive tension results in quality issues ranging from burring to scratching of the material. Proper tension management protects surface finishes, reduces scrap, and ensures dimensional stability. Optimal cut quality is achieved with controlled low tension at the entry and minimal tension at the exit of the slitting head.
Modern stainless steel coil processing lines can accommodate strip widths up to 2,800 mm and master coil weights up to 40,000 kg. Production speeds can reach up to 600 m/min for slitting operations, with dimensional tolerances achievable within ≤ ±0.05 mm.
A modern stainless steel coil processing line integrates several critical components:
Uncoiler (Pay-off Reel): Supports and rotates the master coil to feed strip into the processing line
Leveler/Flattener: Corrects shape irregularities and minimizes residual stress
Slitter Head: Houses precision rotary knives mounted on arbors for accurate cutting
Spacers: Position knives and maintain exact gaps for tight width tolerances
Tension Unit: Maintains consistent strip tension throughout the process
Recoiler: Rewinds finished strips into uniform, smaller coils





